浙江机床加工定制
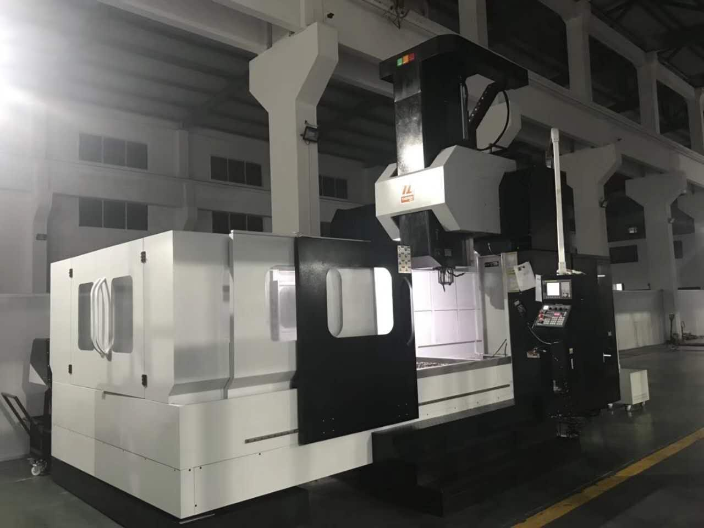
数控加工中心(科技技术中心概念)编辑锁定讨论上传视频加工中心是从数控铣床发展而来的。与数控铣床的大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。数控加工中心是由机械设备与数控系统组成的适用于加工复杂零件的高效率自动化机床。数控加工中心是目前世界上产量高、应用的数控机床之一。它的综合加工能力较强,工件一次装夹后能完成较多的加工内容,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能完成的加工,对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为适用。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心按照主轴加工时的空间位置分类有:卧式和立式加工中心。按工艺用途分类有:镗铣加工中心,复合加工中心。按功能特殊分类有:单工作台、双工作台和多工作台加工中心。单轴、双轴、三轴及可换主轴箱的加工中心等。数控加工技术,为工业制造提供强大支撑。浙江机床加工定制

数控加工是现代模具制造加工的一种先进手段。当然,数控加工手段也一定不只用于模具零件加工,用途十分广。 数控加工工艺分析 被加工零件的 数控加工工艺性问题涉及面很广,下面结合编程的可能性和方便性提出一些必须分析和审查的主要内容。 1、尺寸标注应符合 数控加工的特点 在 数控编程中,所有点、线、面的尺寸和位置都是以编程原点为基准的。因此零件图上好直接给出坐标尺寸,或尽量以同一基准引注尺寸。 2、几何要素的条件应完整、准确 在 程序编制中,编程人员必须充分掌握构成零件轮廓的几何要素参数及各几何要素间的关系。因为在自动编程时要对零件轮廓的所有几何元素进行定义,手工编程时要计算出每个节点的坐标,无论哪一点不明确或不确定,编程都无法进行。精密机械零件加工怎么收费数控加工,为复杂零件的制造提供了强有力的技术保障。

数控加工的基本流程包括以下几个步骤:零件设计和编程、准备加工设备、调试设置、加工操作、监控和调整以及加工完成。首先,通过CAD软件进行零件的三维建模,并使用CAM软件去生成数控程序代码。编程过程包括定义加工路径、切削工艺参数和刀具选择等。其次,将数控程序代码导入数控设备的控制系统,并安装适当的切削刀具和工件夹具,准备好加工所需设备。然后,根据实际情况对数控设备进行调试和设置,包括工件坐标系的定位、刀具长度补偿、工件夹持等。接下来,启动数控设备,根据程序指令执行自动化加工操作。数控设备会根据程序代码控制切削工具的进给速度、切削深度和切削路径,对工件进行精确加工。在加工过程中,需要对切削情况和工件尺寸进行监控,并根据需要进行调整和修正,以确保加工质量符合要求。待加工程序执行完毕后,进行清理、检查和测量等工作,以确保加工质量符合要求。
脉冲当量是指每个单位脉冲对应坐标轴的位移量。普通精度级的 数控 机床,一般 脉冲当量值为0.01mm;较精密数控机床的脉冲当量值为0.005mm或0.001mm等。 2、 机床误差△机由 数控系统误差、进给系统误差等原因产生。 3、 定位误差△定是当工件在 夹具上定位、 夹具在 机床上定位时产生的。 4、 对刀误差△刀是在确定刀具与工件的相对位置时产生。 数控加工主要特点 数控 机床一开始就选定具有复杂型面的飞机零件作为加工对象,解决普通的加工方法难以解决的关键。 数控加工的大特点是用穿孔带(或磁带)控制 机床进行自动加工。由于飞机、火箭和发动机零件各有不同的特点:飞机和火箭的零、构件尺寸大、型面复杂;发动机零、构件尺寸小、精度高。数控加工技术,是制造业实现转型升级的重要支撑。
两个所述矩形杆的上端均延伸至矩形通孔的外部,两个所述矩形杆的相靠近的一侧的杆壁上端均固定连接有水平的夹板,两个所述固定块的上端位于对应的夹板的下方处均固定连接有第二夹板,两个所述固定块的下端位于矩形通孔处均设有气缸,两个所述气缸的四周侧壁上端均固定套接有安装板,两个所述安装板的下端四角处均通过螺栓与固定块的下端固定连接,两个所述气缸的活塞杆均延伸至对应的矩形通孔的内部并与矩形杆的下端固定连接,两个所述固定块的左右两侧壁均对称开设有通孔,所述矩形杆的右侧壁位于对应的通孔处开设有第二通孔,两个所述第二通孔的内部均设有抬起机构,两个所述固定块之间设有联动机构。推荐的,所述抬起机构包括转动杆,所述转动杆位于第二通孔的内部,所述转动杆的位于第二通孔的杆壁固定套接有圆球,所述圆球的上下两端分别与第二通孔的上下两侧孔壁接触设置,所述转动杆的左端延伸至第二通孔的外部并通过转轴与通孔的孔壁转动连接,且转动杆的右端穿过通孔并延伸至固定块的外部。推荐的,所述联动机构包括滑管、两个滑杆、支撑杆和固定套筒,所述固定套筒竖直固定在底座的上端中心处,所述滑管水平设置在固定套筒的正上方处。数控加工技术,助力企业打造具有核心竞争力的产品。温州铣床加工厂
数控加工,助力企业实现精细化生产管理。浙江机床加工定制
2)切削性能好。为适应刀具在粗加工或对难加工材料的工件加工时能采用大的背吃刀量和高进给量,刀具应具有能够承受高速切削和强力切削的性能。同时,同一批刀具在切削性能和刀具寿命方面一定要稳定,以便实现按刀具使用寿命换刀或由数控系统对刀具寿命进行管理。(3)精度高。为适应数控加工的高精度和自动换刀等要求,刀具必须具有较高的精度,如有的整体式立铣刀的径向尺寸精度高达。(4)可靠性高。要保证数控加工中不会发生刀具意外损伤及潜在缺陷而影响到加工的顺利进行,要求刀具及与之组合的附件必须具有很好的可靠性及较强的适应性。(5)耐用度高。数控加工的刀具,不论在粗加工或精加工中,都应具有比普通机床加工所用刀具更高的耐用度,以尽量减少更换或修磨刀具及对刀的次数,从而提高数控机床的加工效率和保证加工质量。(6)断屑及排屑性能好。数控加工中,断屑和排屑不像普通机床加工那样能及时由人工处理,切屑易缠绕在刀具和工件上,会损坏刀具和划伤工件已加工表面,甚至会发生伤人和设备事故,影响加工质量和机床的安全运行,所以要求刀具具有较好的断屑和排屑性能。数控加工刀具的选择选择方法编辑刀具的选择是数控加工工艺中的重要内容之一。浙江机床加工定制
上一篇: 湖州机床加工方案
下一篇: 嘉兴数控机床加工厂家