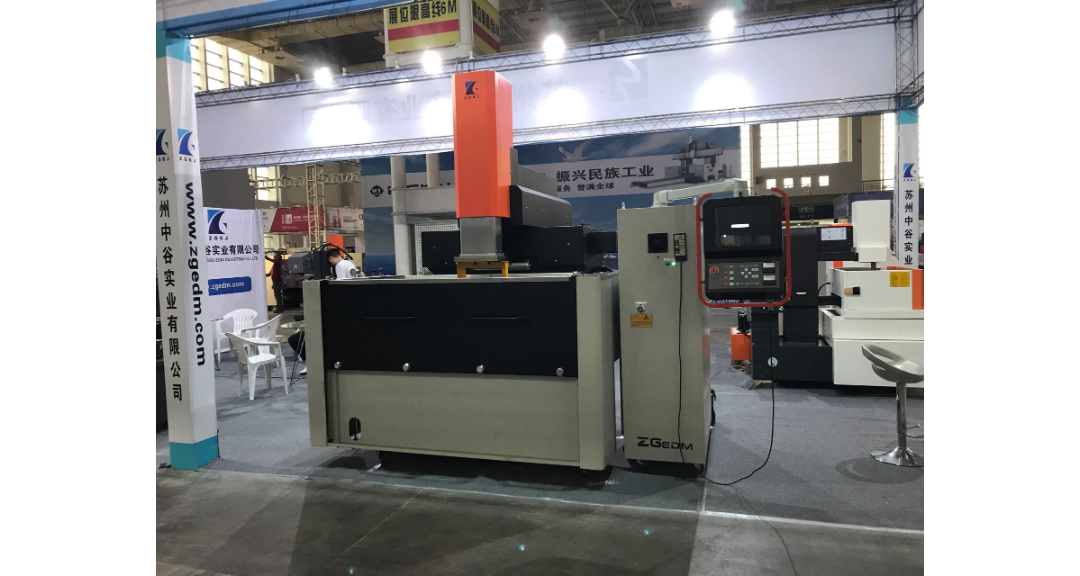
浙江精密定深电火花机床
火花机分中不准确,位置偏差1)使用传统的“电极碰工件进行分中”的方法,由于分中属于面接触,电极与工件之间存在的诸多因素都会影响分中精度-----推荐使用“基准球点对点进行分中”的定位方法。在工作台上固定一个基准球作为参照,加工前在主轴头上装夹一个基准球,对工件进行分中,然后再对工作台上的基准球分中,这样就得到一个距离关系,之后所有的电极都对基准球进行分中。2)电极与工件基准面精度差,有杂物----保证电极与工件基准面的精度,并擦拭干净。3)感知速度不要太快(设置F:75mm/min)4)使用精密的装夹定位系统。放电机加工尺寸不合格1)加工后尺寸偏小-----通常情况下,使用自动编程加工后的尺寸会稍偏小,这样更安全。2)电极尺寸超差-----检查电极尺寸,这是前提。3)尺寸精度要求极高-----根据加工情况,宁波宇驰机电科技有限公司为您提供 电火花服务,价格实惠,欢迎您的来电哦!浙江精密定深电火花机床

电控箱特性:·加工效率高超细面加工,简单易懂的操作面板,简单的操作步骤,机械状态一目了然。·可做深孔加工,钨钢,石墨加工,超微消耗,可作大面积细加工。·采用MOS-FET电路设计,效率高,采用工业用DC,SERVODRIVER控制,有过电流、过速度、超负载,短路保护。·防积碳自动调整及自动排渣功能。·全自动放电加工条件选择。·高速加工效率提高20%,电极消耗比在次期间0.1%以下。超细加工电路比传统放电加工机之细加工快约20%。·2段伺服进给速度,深孔加工性能优异。·三轴光学尺监视功能,确保移位精度。·高灵敏红外线检测防火系统兼具自动切断电源功能。·标准化PC板维护简易,有助于售后服务功能。浙江精密定深电火花机床电火花,就选宁波宇驰机电科技有限公司,欢迎新老客户来电!
其二,石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会更快,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少刀具的磨损耗和电极的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。其三,石墨电极与传统铜电极的设计不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。
电火花机床的分类1:CNC电火花机床三轴或三轴以上的数控电火花成型机;其每个轴皆能实现放电加工,也可实现多轴连动放电加工;2:ZNC电火花机床只有Z轴可实现放电加工;X轴及Y轴手动控制,只有定位功能;3:特种电火花机床用于特殊加工的电火花机床;如轮胎模具电火花机床﹑鞋模电火花机床等等;折叠编辑本段安全操作规程1.操作者经专业学习,经考试合格,发证,才能单独操作。2.操作室内禁止一切明火和吸烟,应备有扑灭油着火的灭火器材。3.工作时检查机械、脉冲电源、控制旋钮、显示仪表、抽风机,都应保持完整可靠。4.装卸工件、定位、校正电极、擦拭机床时,必须切断脉冲电源。5.工作液面,应保持高于工件表面50~60毫米,以免液面过低着火。6.禁止用手触及电极。操作者应站在绝缘橡皮或木踏板上。7.及时排除分解出来的有害气体,抽风机发生故障应采取措施或停止工作。电火花可以用于电磁炉。

电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间较短,但它是电磁学、热力学和流体力学等综合作用的过程,是比较复杂的。综合起来,一次脉冲放电的过程可分为以下几个阶段:(1)极间介质的电离、击穿及放电通道的形成当脉冲电压施加于工具电极与工件两者之间时,两极之间即刻形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是非常不均匀的,两极间离得近的突出点或尖处的电场强度一般为。当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到值。由于通道直径很小,所以通道中的电流密度很高。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20~30V),电流则由0上升到某一峰值电流。宁波宇驰机电科技有限公司是一家专业提供 电火花的公司,价格实惠,欢迎您的来电!宁波模具电火花报价
宁波宇驰机电科技有限公司为您提供 电火花,有想法可以来我司咨询!浙江精密定深电火花机床
与单轴火花机(znc火花机)相比,CNC火花机的区别和自身的优点和缺点是什么?让我简单地解释一下。数控电火花加工Znc:适用于一个产品操作的轴,通常用于外形简单的零件。Cnc:计算机控制的三轴工作设备,设备具有三轴六向工作性能,部件在工作时只用计算机编程,比相对困难的部件更方便。工作精度高为0.01um。在市面上的znc机床工作中,如果一个零部件使用18H,CNC机床只需要大约6H就能达到效果。因此,两者的操作性能相差3倍左右。Znc投资本钱低,市面上大多数物品也可以进行作业加工,价格比例约为1:3~1:7,以较低的购买价格,znc形成了/市场主导。但是从长远来看,零部件工厂或模具工厂不可能只在短期内加工,如果资本能够启动,将继续加工。然后可以看出,两者投入采购的机器本钱差别很大。年的投入可能比znc多得多,但第二年CNC创造的利润可能会远远超过znc。随着生产周期的增加,CNC火花机在性能上的优势比单轴火花机更大。浙江精密定深电火花机床
上一篇: 金华精密定深电火花厂家
下一篇: 湖州合金电火花厂家