绍兴小孔机电火花机
电控箱特性:·加工效率高超细面加工,简单易懂的操作面板,简单的操作步骤,机械状态一目了然。·可做深孔加工,钨钢,石墨加工,超微消耗,可作大面积细加工。·采用MOS-FET电路设计,效率高,采用工业用DC,SERVODRIVER控制,有过电流、过速度、超负载,短路保护。·防积碳自动调整及自动排渣功能。·全自动放电加工条件选择。·高速加工效率提高20%,电极消耗比在次期间0.1%以下。超细加工电路比传统放电加工机之细加工快约20%。·2段伺服进给速度,深孔加工性能优异。·三轴光学尺监视功能,确保移位精度。·高灵敏红外线检测防火系统兼具自动切断电源功能。·标准化PC板维护简易,有助于售后服务功能。数控电火花加工是在数控机床上进行的,它可通过计算机控制电极的移动轨迹和放电参数,实现对工件的加工。绍兴小孔机电火花机

其二,石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会更快,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少刀具的磨损耗和电极的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。其三,石墨电极与传统铜电极的设计不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。苏州全闭环电火花哪家好宁波宇驰机电科技有限公司是一家专业提供 电火花的公司,价格实惠,有需求可以来电咨询!
电火花机成型加工技术被广泛应用之后,加工技术要求因为市场的需要,不断的发展完善。什么是高速光泽加工呢:在放电加工液内混入粉末添加剂,以高速获得光泽面的加工方法则称之为高速光泽加工。电火花高速光泽加工性能,性能特征如下:1.操作成本较低。,为1/2~1/3。3可以进行狭小空隙及高精度的加工。4.细肋部或侧面不易研磨时,可以得到离模性较佳的加工面。5.不需在电极上开孔进行液处理,可以进行无喷流加工。6.对100以上的放电面积,更易研磨且可获得均一的加工面。7.可采单槽式,从粗加工到光泽加工都不需要更换加工液。8.只要进行重要粉末添加剂的浓度管理,很容易就可以提高整面粗细度及加工精度。9.添加剂量2g/l,加工後的工作台上面及加工物内的粉末添加剂堆积都很少,适合运转。10.整修领域时,因为粉末添加剂的效果,放电次数会较多,加工速度为1/5~1/10。由以上诸点,以提升模具制品精度及缩短交货期为目的而开发的高速光泽加工,从采用石墨电极的大面积加工到采用铜电极的小物精密加工,可应用在免研磨的整修工程及削减工数上,已成为NC放电加工机的主流机种。一般而言,混入粉末添加剂时,放电空隙会变宽,较不适合放电间隙较小的精密加工。
电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度低处。由于放电区域很小,放电时间较短,所以,能量高度集中,使放电区的温度瞬间高达 200%">℃,工件表面和工具电极表面的金属局部熔化、甚至汽化蒸发。局部熔化和汽化的金属在爆发力的作用下投入工作液中,并被冷却成为金属小颗粒,然后被工作液迅速冲离工作区,从而使工件表面形成一个微小的凹坑。一次放电后,介质的绝缘强度恢复等待下一次放电。如此反复使工件表面不断被蚀除,并在工件上复制出工具电极的形状,从而达到成型加工的目的。电火花,就选宁波宇驰机电科技有限公司,用户的信赖之选,有需求可以来电咨询!

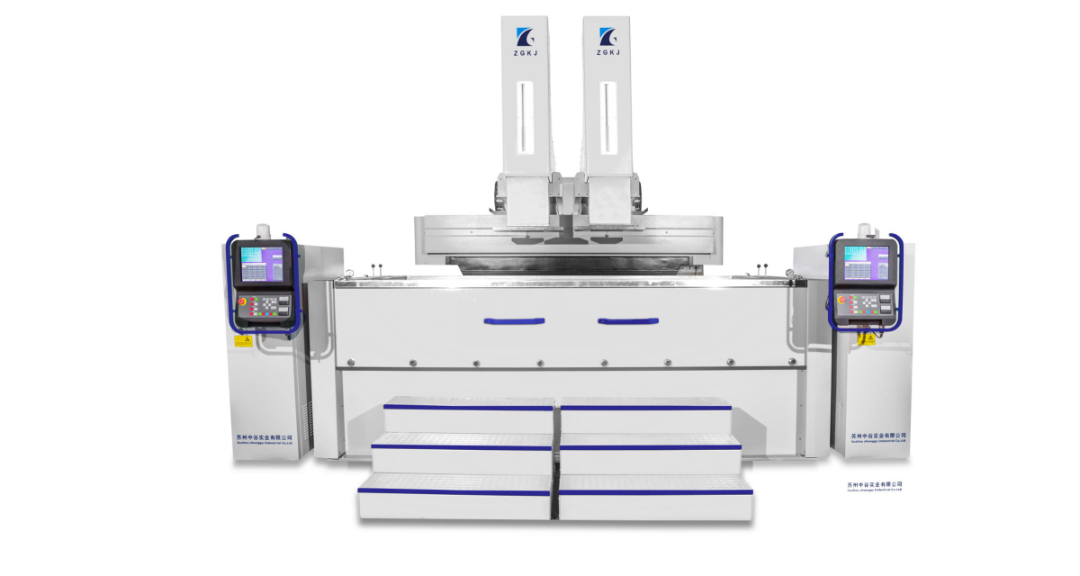
CNC-镜面火花机底座箱形结构设计,超宽线轨跨距,使X、Y轴全程运行与台面形成持久稳定的平行度,实现大小模具加工均能够准确;机头方形设计(BOX),可承受来自各方向的外力作用,保持原定位精确加工。确保重型电极加工精密度不受影响三轴选用精密研磨级双螺母预拉螺杆;·三轴采用日本松下伺服马达,全数字控制,自带编码器,可随时将电机运行的情况回馈给驱动器,驱动器从而能够更准确的控制电机的运行,快速响应,传动惯性小,运行平滑,噪音小,没有无线电干扰,无抖动现象,维修方便等优点,有效提升机器性能,灵敏度和可控性强;高速电火花的能量密度非常高,可以在极短的时间内产生巨大的能量。苏州全闭环电火花哪家好
高速电火花能够产生高温和高压,可以熔化和蒸发金属材料。绍兴小孔机电火花机
(1)极间介质的电离、击穿及放电通道的形成当脉冲电压施加于工具电极与工件两者之间时,两极之间即刻形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是非常不均匀的,两极间离得近的突出点或处的电场强度一般为。当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到值。由于通道直径很小,所以通道中的电流密度很高。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20~30V),电流则由0上升到某一峰值电流。(2)介质热分解、电极材料熔化、汽化热膨胀极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变成热能。于是在通道内正极和负极表面分别成为瞬间热源,达到较高的温度。通道高温将工作液介质汽化,进而热裂分解汽化。这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有的特性。观察电火花加工过程。绍兴小孔机电火花机
上一篇: 丽水高速加工中心多少钱
下一篇: 台州微孔电火花供应