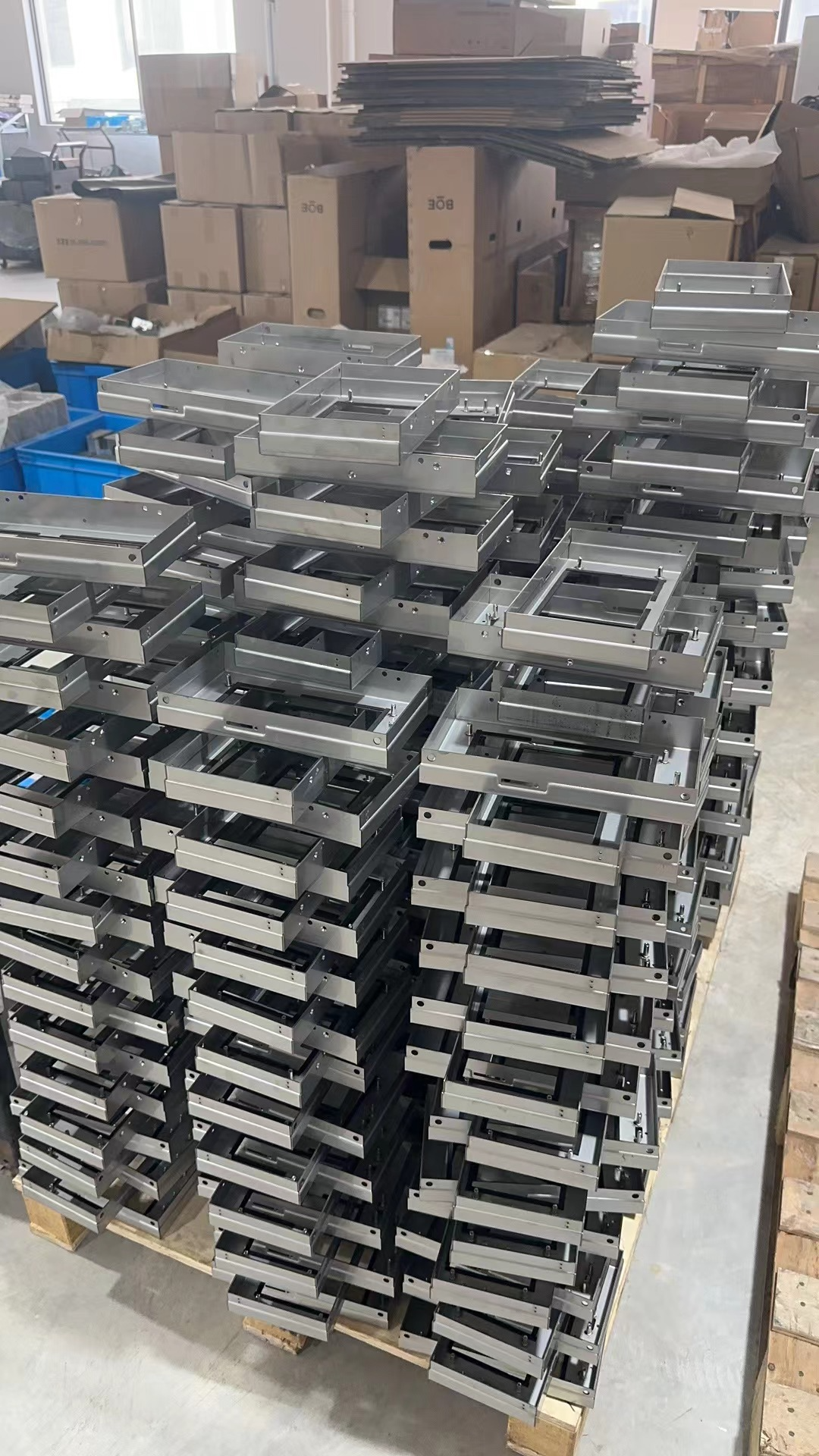
空压机配件钣金机箱加工
精确度控制在钣金制造过程中对产品质量有着极大的影响。制造商通常会采取以下措施来保证尺寸精度:设备与工艺控制:制造商会确保使用的设备具有高精度和稳定性。这包括定期对设备进行标定和校准,以保持其准确性。此外,制定明确的操作规程和工艺流程,可以保证每个操作步骤的准确性和一致性。通过这些措施,可以减少由于设备误差导致的尺寸偏差。质量控制:钣金加工技术要求高度的精确性。因此,制造商会在生产过程中实施严格的质量控制措施,包括反复检查工艺流程和严格控制每一个步骤的质量。一旦发现问题,会立即采取措施避免问题产品进入下一个工序。宁波和正精密钣金有限公司为您提供 不锈钢钣金,有想法的可以来电咨询!空压机配件钣金机箱加工
随着计算机技术的发展,CAD和CAM在钣金加工中的应用已经变得非常普遍且高效。CAD(计算机辅助设计)主要用于产品设计和构造的详细制图阶段,而CAM(计算机辅助制造)则涉及到将CAD生成的设计转换为实际的制造指令。具体应用现状如下:设计与制造的无缝对接:利用CAD软件进行产品设计后,可以直接通过CAM系统生成相应的制造指令,实现从设计到生产的无缝转换。这提高了制造效率和产品的质量。多应用于多个领域:CAD/CAM技术不仅在传统的工业设计领域中得到了多使用,如汽车、飞机和船舶制造,还在数字化电影tx等新兴领域中发挥着重要作用。提高精确度与减少错误:由于所有的设计都是通过计算机完成,因此可以减少手动绘图可能带来的误差,同时也提高了设计的精确性。支持复杂工艺的设计:对于一些复杂的零件或形状,手工绘制图纸难度较大,而CAD可以轻松完成这些设计,并且CAM可以准确无误地将这些设计转化为实际的产品。提升定制化生产能力:随着市场对定制化产品需求的增长,CAD/CAM技术能够快速调整设计以满足个性化的需求。优化生产准备活动:CAM不仅涉及数控编程,还包括工时定额计算、生产计划制订等,从而多面优化从设计到产品的生产过程。空压机配件钣金机箱加工钣金工艺涉及到各种切割、成型和焊接等复杂过程。

在钣金加工中,机器设备的维护和校准是确保加工精度和设备长期稳定运行的关键。以下是一些关于如何进行维护和校准的建议:维护建议:定期清洁:保持机器的清洁,定期清理切割、折弯、焊接等工序中产生的金属屑和灰尘,以防止机械部件的磨损和故障。润滑检查:确保所有运动部件的润滑系统工作正常,定期检查和更换润滑油或润滑脂,以减少磨损并延长设备寿命。部件检查:定期检查机器的传动系统、导轨、齿轮等关键部件,确保没有磨损或损坏,必要时及时更换。电气系统维护:检查电气系统的线路连接是否牢固,电缆是否有损伤,确保电气元件的工作稳定性。校准建议:精度检测:对于折弯机床,应定期检测其加工精度,例如折床的加工精度要求一折为+/-0.1mm,二折为+/-0.2mm,二折以上为+/-0.3mm。使用标准的量具和测试工具进行校准。刀具和模具调整:检查并调整刀具和模具的对中性和平行度,确保切割和折弯的准确性。数控系统校准:对于使用数控技术的机器,需要定期校准数控系统,以确保编程和实际加工的一致性。反反馈系统检查:如果设备配备了反馈系统,需要检查其功能是否正常,确保能够实时监控和调整加工过程中的偏差。
在生产过程中,为了控制有特殊公差要求的钣金件尺寸精度,可能采取以下措施:了解行业标准:熟悉并应用如国际标准化组织(ISO)和美国国家标准协会(ANSI)提供的钣金制造行业标准公差。这些标准可作为确定项目公差的起点。考虑材料特性:在选择材料时,需考虑其物理属性及其对公差的影响。选择能够满足所需公差的材料非常关键。选择合适的公差标准:根据项目的具体要求,选择合适的公差标准,同时考量材料类型、制造方法和所需的精度水平等因素。与制造团队进行沟通:确保制造团队完全理解项目的公差要求,并向他们提供满足这些要求所需的文档和资源。不锈钢钣金加工过程中需要遵循正确的工艺步骤和质量控制措施。

计算机辅助设计(CAD)和制造(CAM):CAD/CAM技术的整合使产品设计和生产流程更加高效,减少了生产成本,提高了产品的质量和市场响应速度。精益管理和信息化系统:通过引入精益管理理念和信息化系统,钣金企业实现了生产过程的标准化、流程化作业,并提高了整个行业的管理水平和追溯性。材料科学的进步:对新型材料特性及变形机理的研究促进了材料利用率的提升和加工工艺的优化,为轻量化、环保节能产品的开发创造了条件。焊接技术的创新:先进的焊接技术,如氩弧焊、二氧化碳保护焊等,不仅提高了焊接效率,还确保了产品外观美观和结构强度。钣金件在加工后常出现哪些质量问题,如何检查并解决这些问题?空压机配件钣金机箱加工
不锈钢钣金加工过程中需要精确的模具和工具。空压机配件钣金机箱加工
在钣金折弯过程中,选择合适的折弯半径和角度对于避免材料变形或破裂至关重要。以下是一些选择合适折弯半径和角度的建议:确定折弯半径:当板料厚度不大于6mm时,折弯的内半径通常可以直接等于板料厚度。对于板厚大于6mm且小于12mm的情况,折弯半径应为板厚的1.25至1.5倍。如果板厚不小于12mm,则内折弯半径一般为板厚的2至3倍。当折弯半径小于板厚时,可能需要特殊的模具加工。确定折弯角度:设计时需要考虑实际的折弯角度,如果要求折弯90°且折弯半径特别小,可能需要先进行刨削处理或者使用特殊折弯机模具。折弯过程中,确保折弯处有适当的折弯半径,不宜过大也不宜过小,以避免开裂或反弹。计算折弯扣除:使用折弯系数和折弯扣除计算方法来确定钣金原料的平展长度,从而得出所需的折弯零件尺寸。空压机配件钣金机箱加工